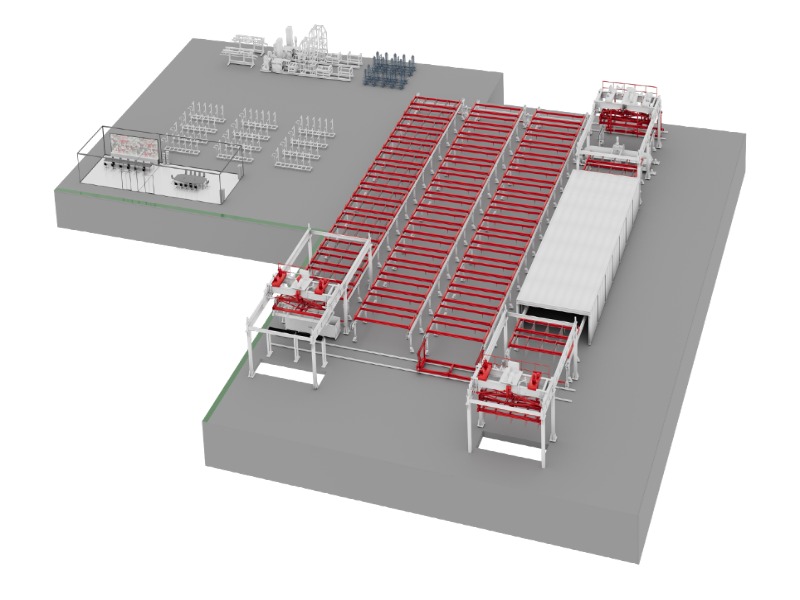
Maailmanlaajuinen rakennusteollisuus on menossa paradigman muutokseen kohti kestäviä, kevyitä ja tehokkaita rakennusmateriaaleja. Tämän kehityksen kärjessä on Autoclaved Aerated Concrete (AAC), esivalmistettu muurattu tuote, joka tarjoaa poikkeuksellisen lämmöneristyksen ja rakenteellisen eheyden. Tämän materiaalin tehokkuus ja laatu määräytyvät täysin sen tarkkuuden mukaan AAC-lohkon tuotantolinja .
Raaka-aineiden valmistus ja lietteen käsittely
Minkä tahansa AAC-lohkon tuotantolinjan perustaminen alkaa raaka-aineiden huolellisesta valmistelusta. Pääkomponentteja ovat tyypillisesti piipitoiset materiaalit (kuten lentotuhka tai kvartsihiekka) ja kalkkipitoiset materiaalit (kalkki ja sementti).
Alkuvaiheessa hiekka tai lentotuhka sekoitetaan veteen ja käsitellään kuulamyllyssä hienoksi lietteeksi. Samanaikaisesti kalkki ja kipsi murskataan ja jauhetaan hienoiksi jauheiksi. Sakeus ja hiukkaskokojakauma tässä vaiheessa ovat kriittisiä, koska ne vaikuttavat kemialliseen reaktioon seuraavan vaahdotusprosessin aikana. Käsiteltyä lietettä varastoidaan suuriin sekoitussäiliöihin sedimentoitumisen estämiseksi, mikä varmistaa tasaisen syötön annostelujärjestelmään.
Tarkka annostelu, sekoitus ja valu
Kun raaka-aineet on valmistettu, ne siirretään annostelu- ja sekoitusyksikköön – AAC-lohkon tuotantolinjan "aivoihin". Tämä vaihe vaatii tarkkuutta lopputuotteen rakenteellisten ominaisuuksien säilyttämiseksi.
Annostelujärjestelmä käyttää automaattisia vaakoja lietteen, kalkin, sementin ja alumiinijauheen punnitsemiseen ennalta määritellyn kaavan mukaisesti. Nämä ainesosat tyhjennetään sitten nopeaan sekoittimeen. Alumiinijauheen lisäys toimii kaasua muodostavana aineena. Kun alkalinen kalkki ja sementti reagoivat alumiinin kanssa, vetykaasua vapautuu, jolloin seokseen muodostuu miljoonia pieniä, yhtenäisiä huokosia.
Intensiivisen sekoituksen jälkeen nestemäinen erä valetaan suuriin teräsmuotteihin. Tämä valuprosessi on suoritettava lämpötilasäädellyssä ympäristössä, jotta kemiallinen reaktio alkaa tasaisesti.
Esikovettuminen ja kohoaminen (The Green Stage)
Valuprosessin jälkeen muotit kuljetetaan esikovetuskammioon. Tänä aikana seos "kohoaa" kuin leipä, kun vetykaasu laajentaa tilavuutta. Tämä vaihe kestää yleensä useita tunteja tietyllä lämpötila- ja kosteustasolla.
Esikovetuksen lopussa materiaali saavuttaa niin sanotun "vihreän kakun" vaiheen. Lohkot ovat riittävän kiinteitä käsiteltäväksi ja leikattavaksi, mutta pysyvät riittävän pehmeinä viipaloituakseen tarkkuuslangoilla. AAC-lohkon tuotantolinjan eheys riippuu suuresti tämän esikovetusvaiheen stabiilisuudesta sisäisten halkeamien tai rakenteellisten epämuodostumien estämiseksi.
Erittäin tarkka leikkaus ja muotoilu
Leikkausvaihe on ehkä visuaalisesti vaikuttava osa AAC-lohkojen tuotantolinjaa. Oma nosturi purkaa muotista vihreän kakun ja asettaa sen leikkuukoneeseen.
Nykyaikaiset tuotantolinjat käyttävät kaksiakselista leikkausjärjestelmää:
- Vaakasuora leikkaus: Teräslangat viipaloivat kakun halutun paksuisiksi ja korkeiksi.
- Pysty/poikkileikkaus: Kakku leikataan tietyn pituisiksi paloiksi.
Tämä prosessi mahdollistaa lohkojen, paneelien ja kammien luomisen erittäin tiukoilla toleransseilla. Koska materiaali on vielä "vihreässä" tilassaan, kaikki leikkauksen aikana syntyneet jätteet voidaan kierrättää takaisin lietteen valmistusvaiheeseen, jolloin AAC-lohkojen tuotantolinjasta tulee yksi alan ympäristöystävällisistä valmistusprosesseista.
Autoklavointi: hydroterminen reaktio
AAC:n määrittelevä ominaisuus on autoklavointiprosessi. Leikatut lohkot ladataan suureen paineastiaan, joka tunnetaan nimellä autoklaavi. Täällä ne altistetaan korkeapaineiselle höyrylle (tyypillisesti 10–12 baaria) ja korkeille lämpötiloille (noin 180–190 °C) noin 10–12 tunnin ajan.
Näissä hydrotermisissä olosuhteissa piidioksidi ja kalsium reagoivat muodostaen tobermoriittia - kiteisen rakenteen, joka antaa AAC:lle ainutlaatuisen lujuuden, vakauden ja palonkestävyyden. Ilman tätä erityistä kemiallista muutosta lohkoilta puuttuisi nykyaikaisen rakentamisen edellyttämä kantavuus.
Lopullinen käsittely ja laadunvalvonta
Kun autoklavointijakso on valmis, lohkot jäähdytetään ja siirretään erotus- ja pakkauslinjalle. Koska lohkot voivat tarttua hieman toisiinsa korkeapainekypsennysprosessin aikana, käytetään usein "erotinta" niiden varovaiseen leikkaamiseen.
AAC-lohkojen tuotantolinjan viimeinen vaihe sisältää tiukan laaduntarkastuksen. Lohkojen mittojen tarkkuus, puristuslujuus ja kuivatiheys tarkistetaan. Kun lohkot on tarkastettu, ne lavataan ja kutiste- kääritään kuljetusta varten.
Tekninen yhteenvetotaulukko
Seuraavassa taulukossa on yhteenveto kunkin vakiotuotantolaitoksen aseman ensisijaiset toiminnot:
| Tuotantovaihe | Mukana olevat päälaitteet | Ydintavoite |
|---|---|---|
| Materiaalin valmistelu | Pallamylly, lietesäiliöt | Tasaisen hiukkasen hienouden ja lietteen tiheyden saavuttaminen. |
| Annostelu/sekoitus | Automaattiset vaa'at, nopea sekoitin | Tarkka kemiallinen formulointi ja kaasun vapautumisen aloitus. |
| Casting | Muotit, jakeluauto | Kaada seos tasaisen tilavuuden laajentamiseksi. |
| Leikkaaminen | Pysty- ja vaakaleikkuukoneet | Vihreän kakun muotoileminen suurella mittatarkkuudella. |
| Autoklavointi | Korkeapaineautoklaavit | Hydrotermisen reaktion aikaansaaminen lopullisen lujuuden saamiseksi. |
| Pakkaus | Erottimet, lavaajat | Valmiin tuotteen valmistelu logistiikkaa ja varastointia varten. |
Johtopäätös
AAC-lohkojen tuotantolinja edustaa kemian- ja konetekniikan mestariteosta. Integroimalla automaattisen annostelun, tarkan langanleikkauksen ja edistyneen hydrotermisen käsittelyn prosessi muuntaa yksinkertaiset maamineraalit rakennusratkaisuksi. Kun rakennusmaailma asettaa edelleen etusijalle energiatehokkuuden ja hiilidioksidipäästöjen vähentämisen, AAC-lohkojen tuotantolinjan rooli on keskeinen tulevaisuuden kestävien kaupunkien muotoilussa.